Probes/Accessories
Weld Probes (PW)
ETher NDE can offer a broad range of Eddy Current (ECT) Weld Probes including specially designed Eddy Current (EC) Weld Probes to your specification.
Eddy Current Weld Probes are specifically designed for the task of weld inspection of non-ferrous welds and steel structures. They can detect surface cracks on a weld with a non-conductive surface coating on it of up to 2mm. The application specific design of the Weld Probe means that it is capable of inspecting welds with uneven surfaces and coatings on them, which can make inspection more complicated when using other methods to Eddy Current (EC). For example, MPI and Dye Penetrant Inspection require the removal of the coating before inspection, costing both money and time. Eddy current (ECT) Weld Probes enable welds to be efficiently inspected for near-surface cracks because the weld can be inspected through paint or metallic coatings.

Key Features
- Broad frequency range
- Up to 50 metre cables available
- Able to detect cracks through a wide variety of coatings
- Available in a wide range of diameters
- Durable, proven rugged design, manufactured under ISO quality standards
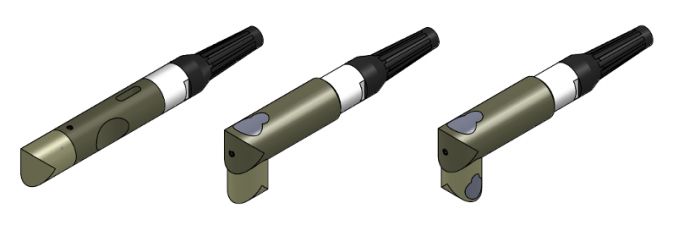
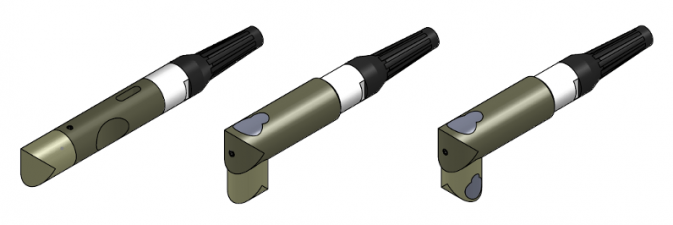
- Models available include Straight, 90 degree in-line, 90 degrees transverse
ETher NDE offer a huge range of Eddy Current Weld Probes including:
- Disconnectable Weld Probes
- 6mm Diameter Weld Probes
- Underwater Weld Probes
- High Temperature Weld Probes (Ceramic Tipped)
- Stainless Steel tipped Weld Probes
- Miniature Weld Probes
Download our Probe Catalogue

Weld Probe Kit
Industries & Applications
If you know which probe type you are looking for you can send us the item details from the table below to make your order. Copy the product information below and email to sales@ethernde.com
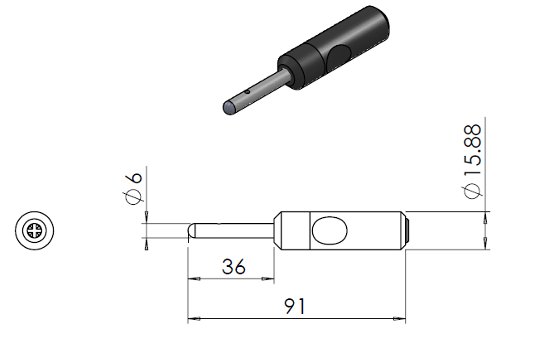
- Straight Probes
- 90deg Inline Probes
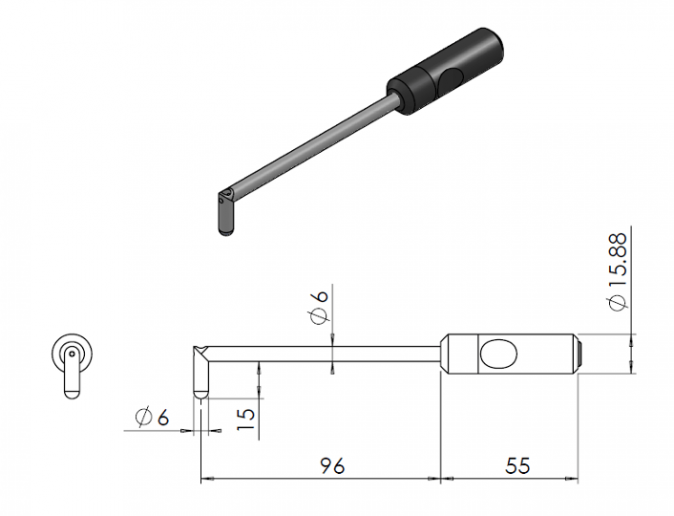
- 90deg Right Angle Probes
- Straight Waterproof Probes
- Straight Ceramic Probes
- Stainless Steel Probes
- Miniature Probes
- Leads


90deg Right Angle Probes (PWxxxR)

Straight Waterproof Probes (PWxxxW)
Straight Ceramic Probes (PWxxxC)
Stainless Steel Probes (PWxxxS)